Our Services
Discover How Our Extensive Service Offerings Can Benefit You
manufacturing
Cable Jacket Extrusion
PP, TPU, PE Extrusion
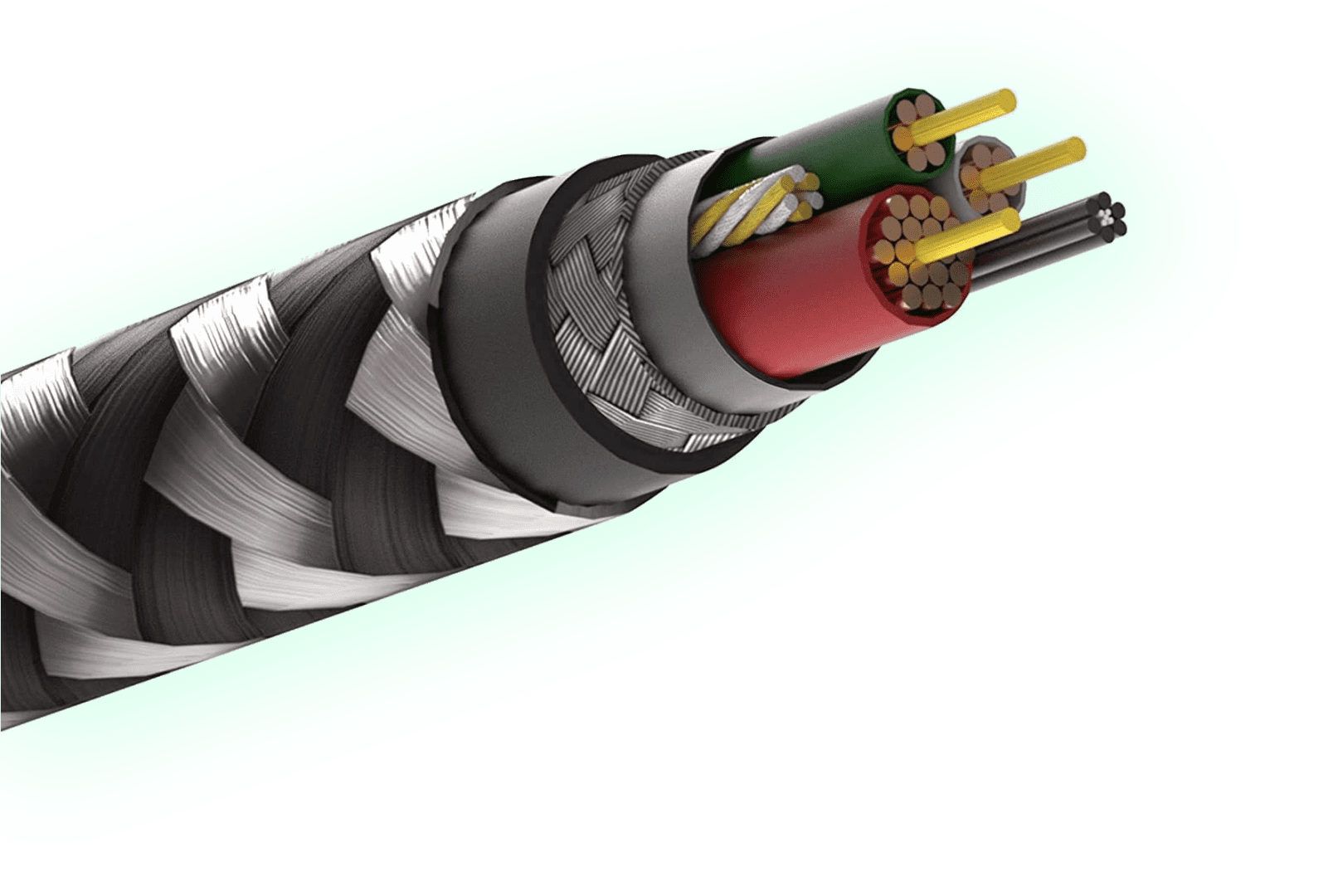
A cable extrusion line is an industrial production line that coats metal wire in a plastic insulating layer, but when it comes to cable extrusion customization is the name of the game. Depending on your exact needs, production space, and speed requirements, there are many options that can enable your extrusion line to not only meet your precise specifications but also optimize production rates and reduce operating costs.
There are several elements to think about when designing an extrusion line, and each of these elements will impact the final product. Feeding, tensioning, extruding, and cooling stages each require careful consideration to produce an evenly coated, defect-free spool of perfectly insulated wire. In addition, the engineer must take into the account inspection of the wire as it comes out of the machine as well as the different processes that may be needed to mark, print, or color coat the product.
Breaking Down the Components of a Wire & Cable Extrusion Line
The eight main components within an extrusion line are:
Wire & Cable Extrusion Line Feeding, Tensioning, Extrusion, Cooling, Pulling, Inspection, Tensioning, Coiling, Feeding.
The process starts with the product feeding the extrusion line. Bare copper wire, aluminum wire, or multiple insulated wires cabled together to be jacketed are loaded into the payoff.
Tensioning
Proper tensioning is critical to prevent stretching or breaking the bare wire. To maintain optimal tension during the extrusion process the payoff can have a tension brake or be driven and controlled by a dancer accumulator.
Extrusion
Thermoplastic resin pellets are loaded into a gravity-fed hopper supplying the feed area of the extruder. The feed throat area is cooled to prevent bridging, which occurs when material melts in the opening and clogs the extruder barrel. The extruder applies the coating to the wire by forcing the melted polymer to envelop the wire as it passes through a small hole or die. The extruder screw augers the pellets into the barrel where they are melted and mixed into a liquid melted plastic. As the screw revolves inside the extruder barrel, it pushes out a constant stream of liquified thermoplastic resin matched to the speed of the wire as it moves through the crosshead. The result: a thin, even layer of insulating material around the wire. The die size, extruder speed, and temperature of the material all affect the resulting wall thickness.
Thermoplastic Wire Extruders: Vertical Versus Horizontal
A horizontal extruder is typically the primary application method. However, a vertical extruder may be incorporated for coextrusion capabilities. Vertical extruders are often used to supply a secondary coating into the crosshead, for example applying a color coating, stripe, or alternative exterior coating material (usually for improved heat or moisture resistance.)
One major benefit of vertical co-extrusion is that color changes are easier to facilitate. For OEMs producing a range of color-coded materials, co-extruding a white PVC coating and a cosmetic layer via a vertical extruder expedites change from one color to another.
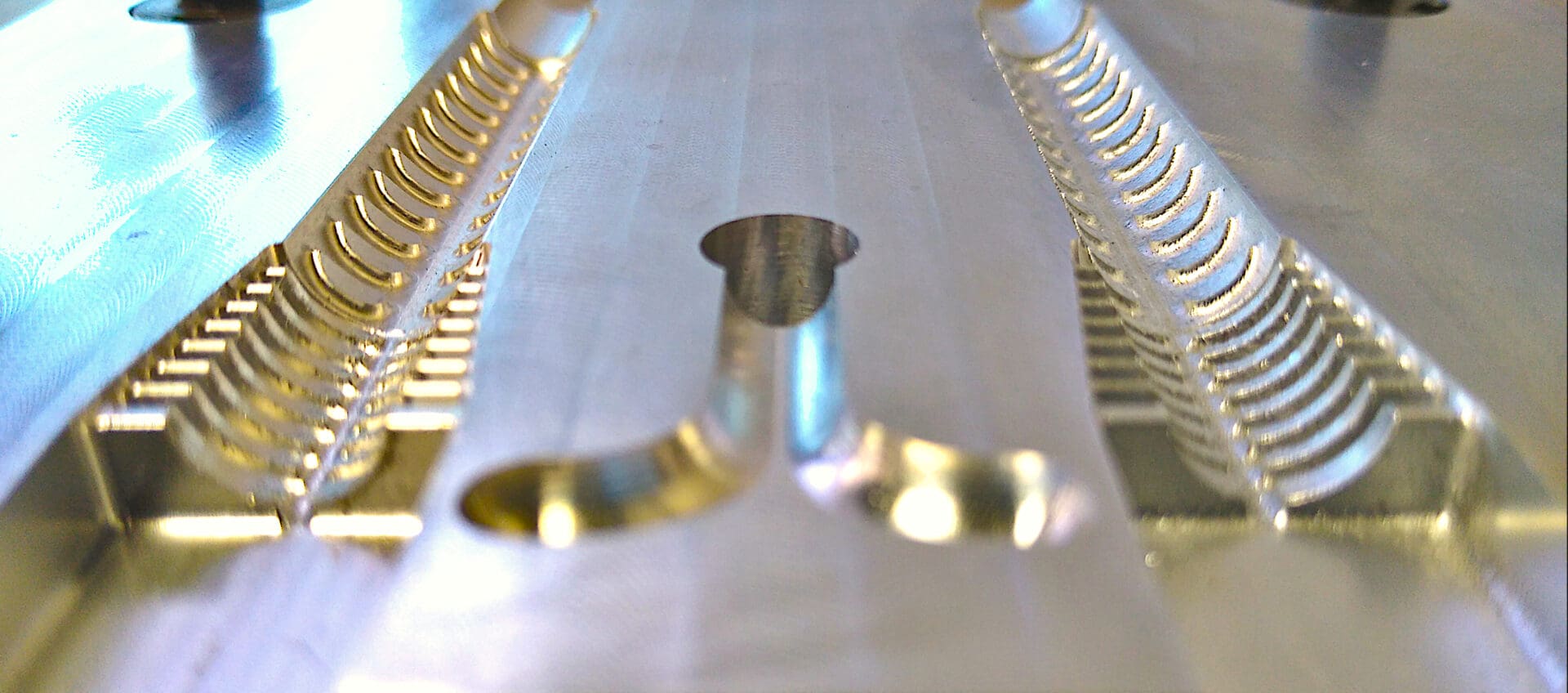
Cooling
After passing through the crosshead, the molten plastic coating must be cooled quickly to form a smooth, defect-free surface that covers the wires evenly. Cooling not only solidifies the liquid plastic tube, but it also causes the material to contract snugly around the wire at a consistent diameter and wall thickness.
As the coated wire emerges from the forming die, a capstan draws it through a chilled water trough. The length of the cooling trough is dictated by the amount of material and extrusion speed, and in many cases may require multiple cooling stages to solidify.
As the coated wire exits the trough it passes through an air wipe to remove any residual moisture before it proceeds to the takeup capstan. This moisture removal step is vital to prevent interference with any finishing processes.
Pulling
This may be achieved with a belt wrap, caterpillar, or dual-wheel capstan, depending on the speed of the extruder and the diameter of the product. The linear speed of the puller follows the extruder speed to control the diameter of the product.
A laser diameter control system can be added to trim the speed of the capstan to more accurately control the diameter of the product.
Wire Marking & Inspection
At this stage, the wire is coated in solid thermoplastic coating and printing or marking can be applied. Inspection protocols vary and are typically dictated by industry and application. A laser micrometer can inspect the diameter and the integrity of the coating can be checked. If irregularities are detected the inspection system can adjust the capstan speed to ensure the correct diameter is achieved consistently.
The printing and inspection systems are often specified separately, and a detailed conversation with your extrusion line supplier’s engineer is critical to optimizing a smooth transition from the end of the trough to the capstan where this equipment will operate. Laser diameter, flaw, high voltage spark, and length measuring systems are all common inspection requirements for copper wire/cables.
Coiling
In the final production stage, the take-up winds the coated wire onto the reel. Take-ups are supplied to match the production speed and diameter requirements. However, the reel size and speed will be key in determining the appropriate coiling machine setup for your application.
Whether you’re looking for help optimizing an existing wire or cable production setup or need engineering support from start to finish on new projects, we’re ready to work with you. Our engineers can start designing a custom thermoplastic wire or cable extrusion line tailored to your unique needs.
Assembling Department
Electrical Connectors & Component Sales
Computer Components, Data Connectors, Automation Machines, Robotics plugs and connecting elements for DIY assembling and soldering projects that you need for your custom specification.
If we don’t have what you are looking for on our website, we will get it for you. There is nothing that we can not get for our customers,.
CUSTOM CABLE APPLICATION SPECIALISTS
Custom Cable Design, production and quality are controlled and completed in-house
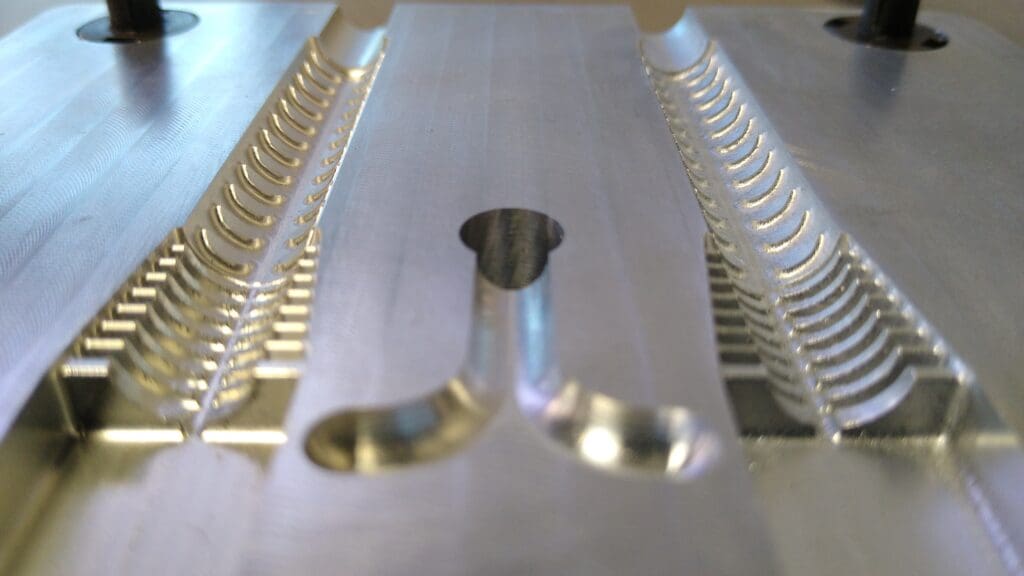
Cable Over molding
Transform Your Connections with State-of-the-Art Cable Over molding
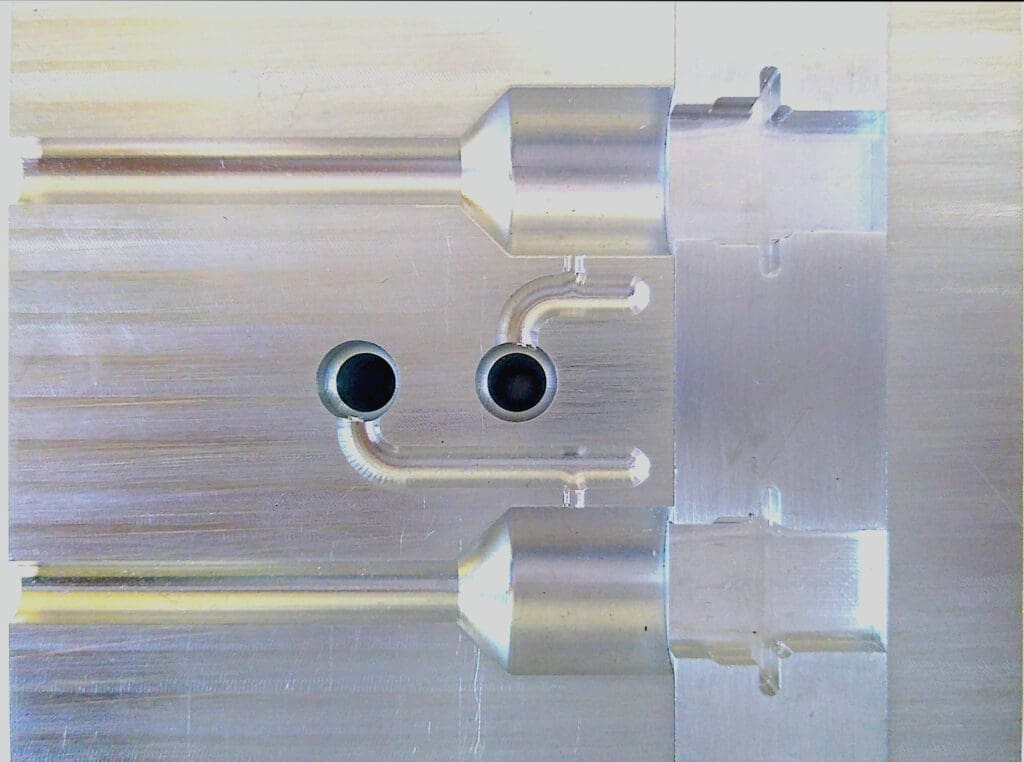

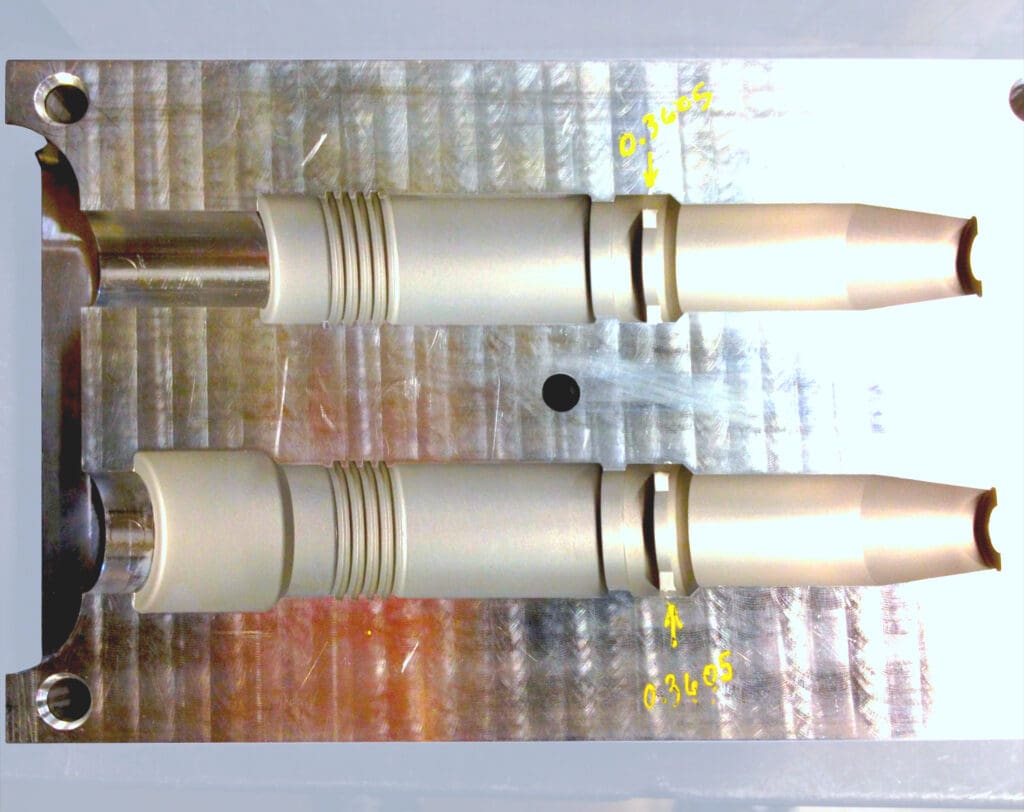


Turn your standard cable assemblies into robust, resilient components capable of withstanding the most challenging environments. Our team of experienced engineers can unlock the power of overmolding by providing tailored solutions for various design challenges. We understand that each customer has unique requirements, and we leverage our expertise to develop comprehensive and customized overmolding solutions. Whether it’s build-to-print cable overmolding assemblies or intricate overmolded cable harnesses, we are equipped to deliver high-quality results across industries.
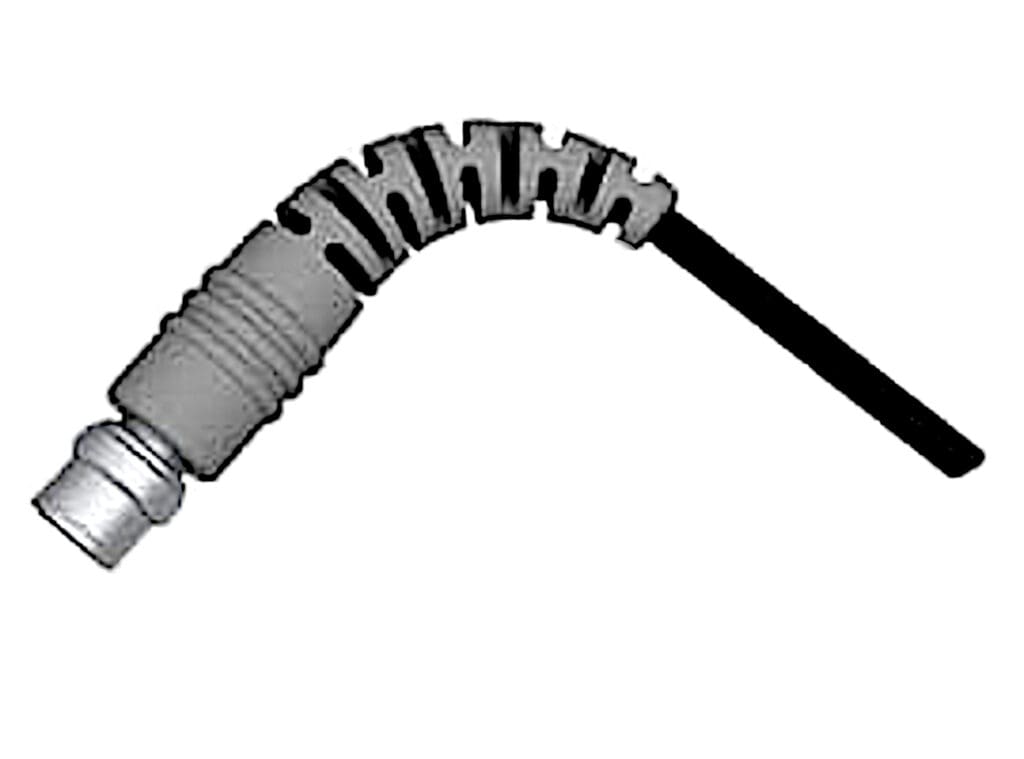
Overmolding is beneficial for cable assemblies because it provides enhanced protection against various external factors such as moisture, dust, chemicals, and physical stress, ultimately increasing their durability. Additionally, overmolding improves performance by ensuring reliable connections, reducing the chances of failures in critical applications. Furthermore, overmolding allows for customization to fit specific needs, whether it involves strain relief, integrated electronics, or unique connector requirements.
CoilCable offers a unique advantage in providing over-molded cable assemblies that are resilient and efficient in harsh environments. With our over 100 years of accumulated expertise in materials, innovative design, and comprehensive knowledge of over-molding technology, partnering with CoilCable ensures reliable and high-quality solutions that exceed industry standards in various demanding sectors.
Assembling Department
Electrical Connectors & Component Assembly
Computer Components, Data Connectors, Automation Machines, Robotics plugs are assembled and soldered to your custom specification.
Soldering is a process that joins two or more types of metals through melting solder. The first soldering iron was developed in 1896 by Richard Schneider and August Tinnerhol and was called the “First Electric Heating Apparatus”.
Soldering is commonly used in electronics, as it is simple and safe in joining sensitive materials.

manufacturing
Cable Jacket Extrusion
PP, TPU, PE Extrusion
CUSTOM CABLE APPLICATION SPECIALISTS
Custom Cable Design, production and quality are controlled and completed in-house